豊富な荒加工メニューと加工形状、切削材料、使用工具、工作機械等により、それぞれ最適な荒加工メニューを柔軟に使い分けることができます 。
荒加工_自動
工具磨耗及び工作機への負荷を考慮し、加工時間・形状精度を重視した場合の最適な荒加工になります
荒加工_CLOSE
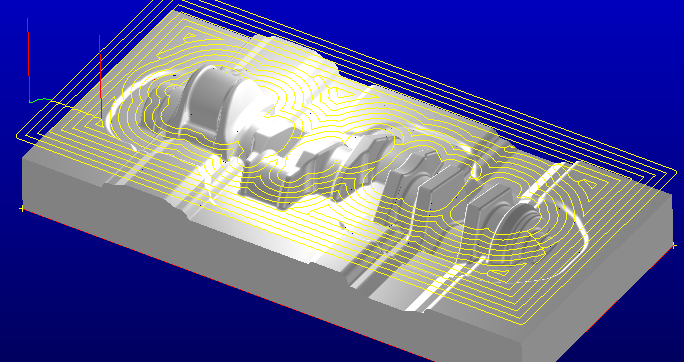
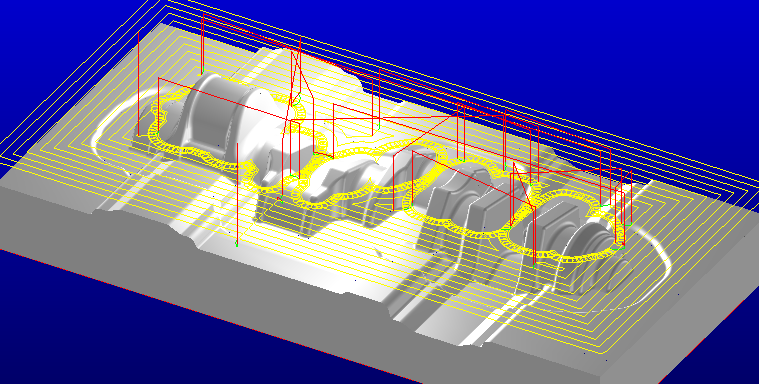
一般的にボールエンドミルを使用して高速加工機・高送り加工する場合に最適な荒加工になります。素材の外側より円弧アプローチで素材形状に切り込んだ後、必要がない限り、リトラクト(Z方向への)の動きはありません。このため早送り(G00)の動きがほとんどないため加工時間が早くなります。
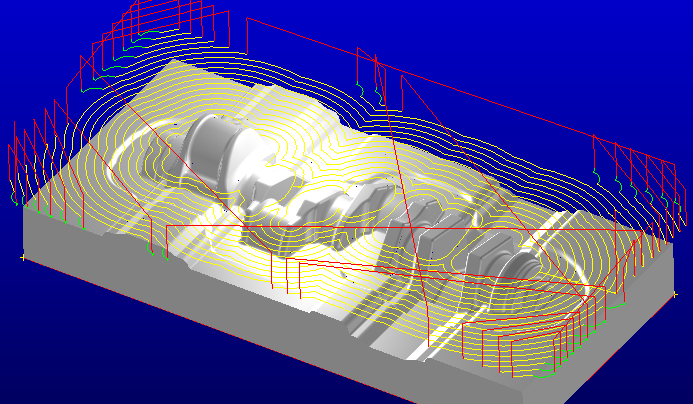
荒加工_OPEN
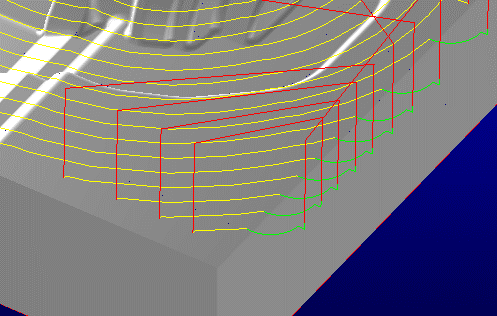
一般的にフラット、ラジアスエンドミルを使用し、高硬度材料あるいは重切削に最適な荒加工になります。
工具にある一定以上の負荷をかけないため工具磨耗が少なくなります。
荒加工_トロコイド
製品形状への負荷(工具のびびり等)を考慮し、形状周辺に起こり得るフルカットを避けるため、形状の周辺のみにトロコイドの動きを含んだ荒工カッターパスになります。
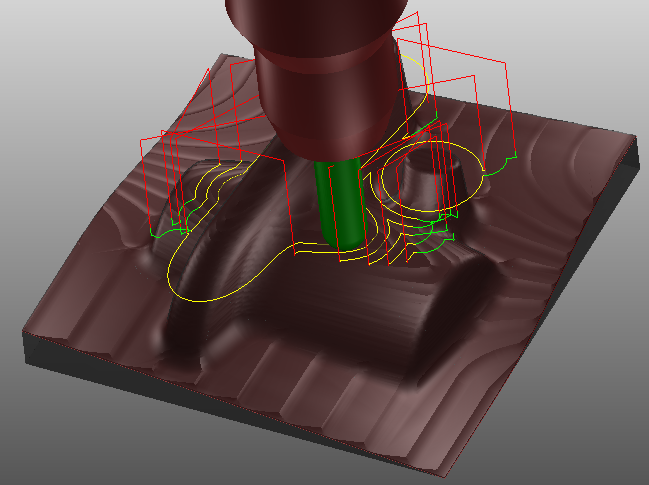
素材形状の外側からの円弧アプローチ
この逆円弧アプローチのため工具への負荷が一定になります。
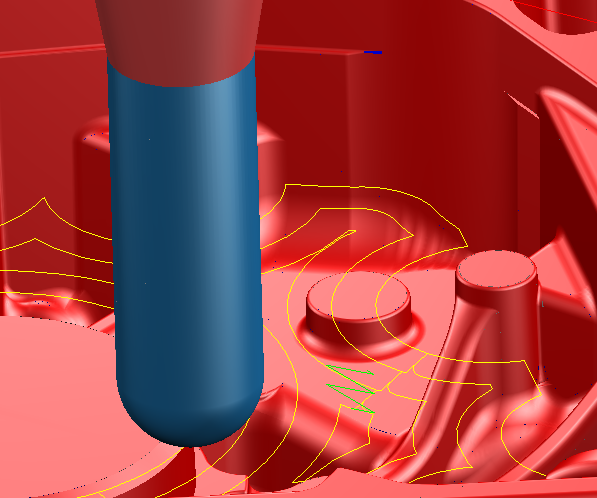
ポケット部分へのランピングアプローチ
基本カッターパス(黄色のパス)をZ方向よりなぞる動きのため、どのようなホケット形状にも問題なくポケット加工します。
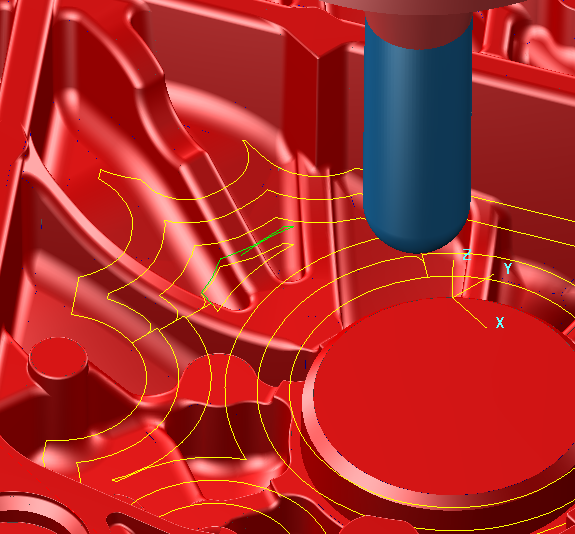
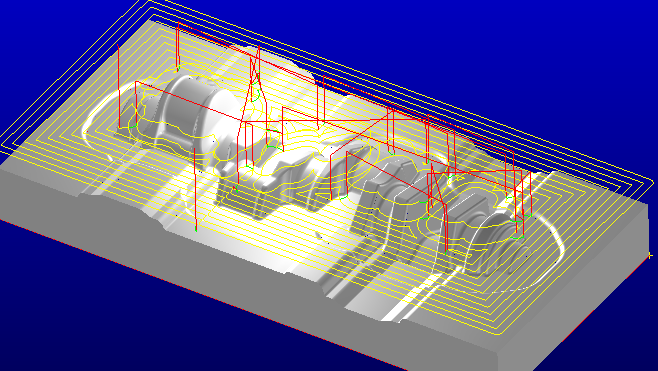
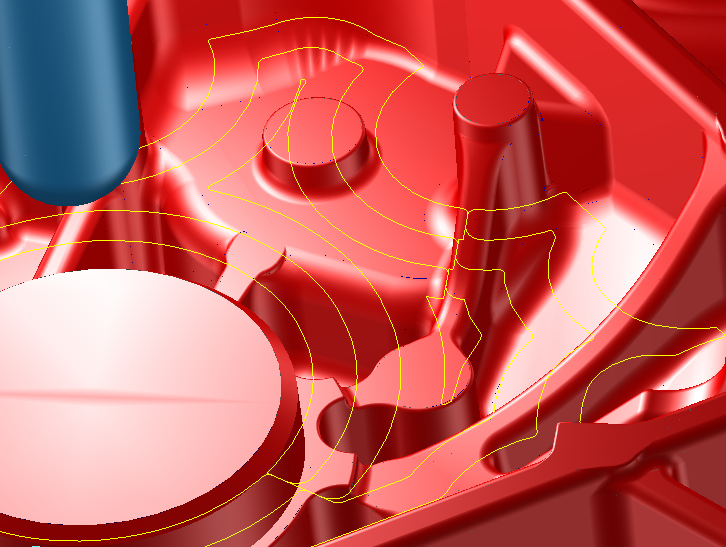
ポケット部分へのヘリカルアプローチ
素材への工具負荷が一定になります。
ヘリカルの動きにて干渉しない加工範囲のみにカッターパスを作成します。
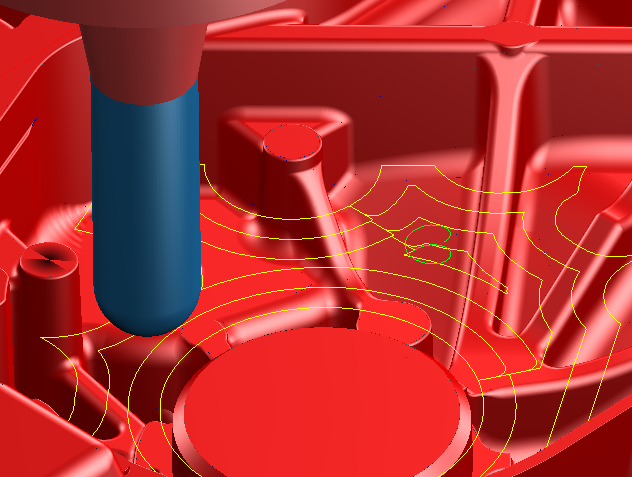
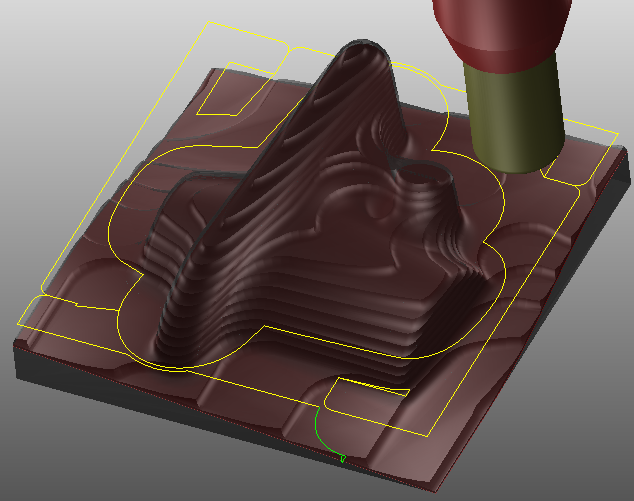
ポケット部分へのジグザクアプローチ
上記ヘリカルアプローチにて干渉する場合、自動的にジグザクアプローチになります。
このサンプル画像は、上記のヘリカルアプローチとジクザクアプローチを比較のため作成しています。
コーナーR
荒加工のカッターパスの動き(送り速度)をスムーズにするためにコーナーRを挿入したカッターパスを作成します。
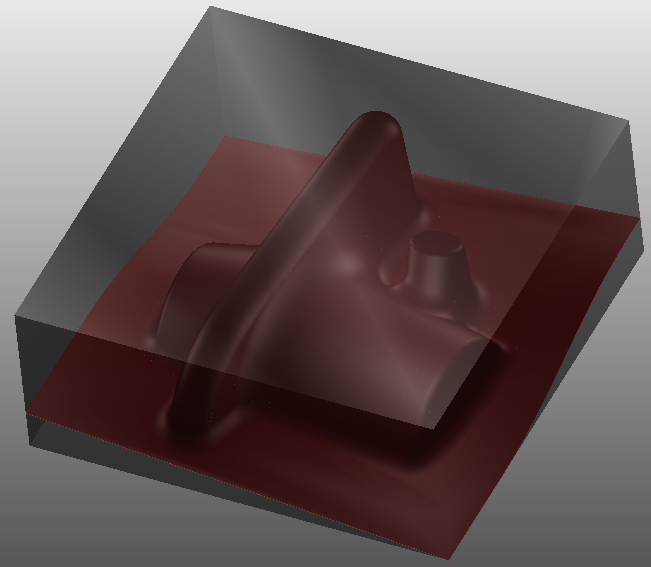
荒加工素材の設定
下記3通りの方法があります。
1. 任意の2次元輪郭にZ方向の範囲を指示
2. 鋳物形状のように製品形状より一定の肉厚を指示
3. 任意の形状を作成して、素材形状として指示
残部素材自動認識
上記の素材形状より、ラジアスエンドミルを使用した大荒加工後の残部ストック形状を内部で自動認識(保存)します。
残部素材のみ加工
上記のように前工程で残部素材を自動認識するため、次の工程において、指示した工具で必要な部分のみ カッターパスを出力します。